3D列印耗材怎麼用?新手一定要知道的基礎指南
2026-06-26
在 FDM 3D 列印中,耗材的管理往往比機器本身更容易被忽略,但實際上,它直接影響列印成功率與成品品質。
許多常見問題,例如噴嘴堵塞、拉絲、表面粗糙或列印失敗,其實都與耗材的保存狀態、含水量與使用方式有關。
本篇將帶你從最基礎開始了解耗材的正確使用流程,包含為什麼需要乾燥、如何正確安裝到列印機,以及列印完成後該如何保存,讓你從源頭降低失敗率。
耗材開封檢查
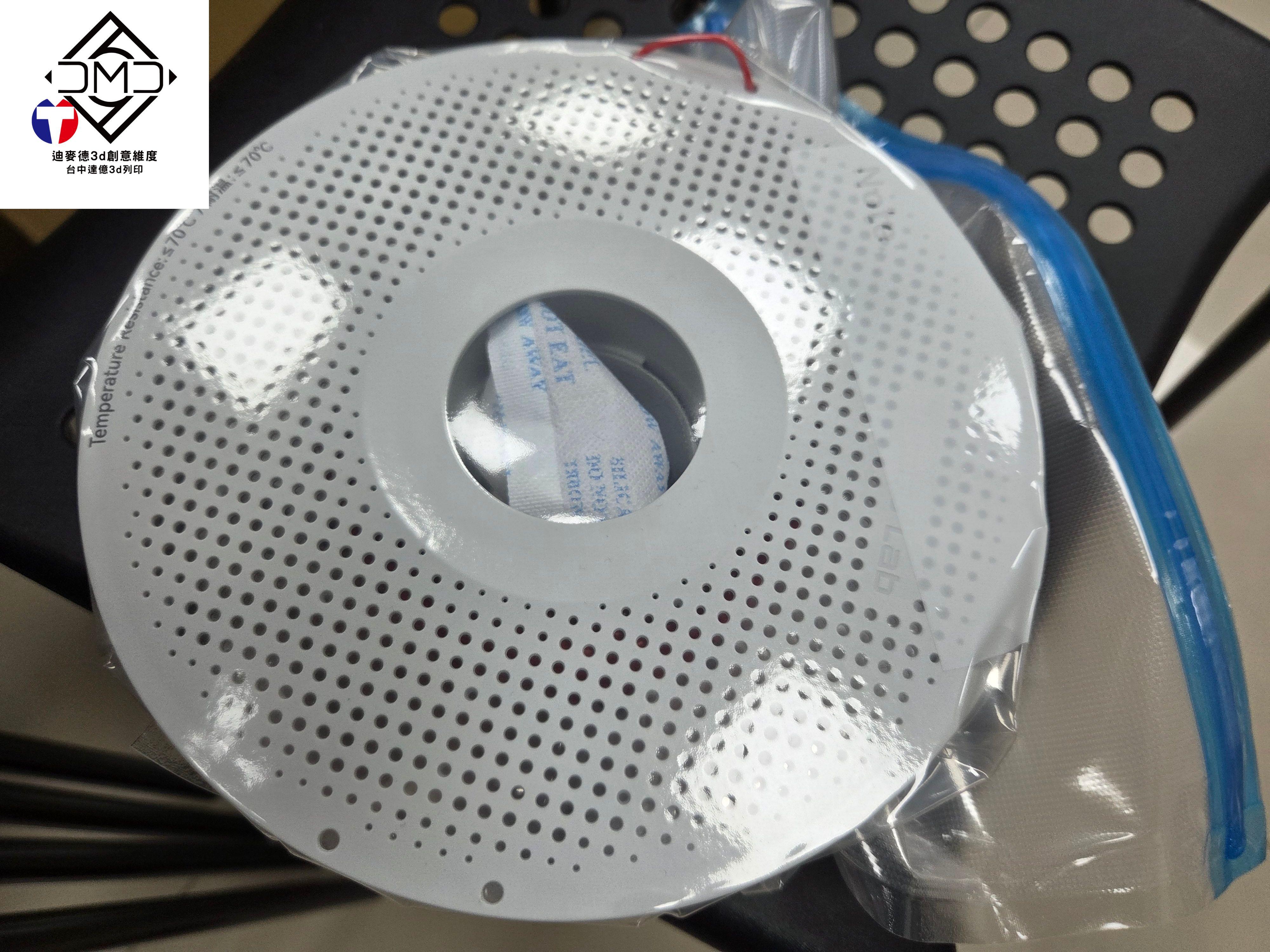
檢查包裝是非常重要的一步,使用耗材前,請先確認真空包裝是否有破裂或漏氣,確保封存狀態良好以維持乾燥品質。工程用銀色密封袋若設有封條設計,一般可在開封後再次封回使用。

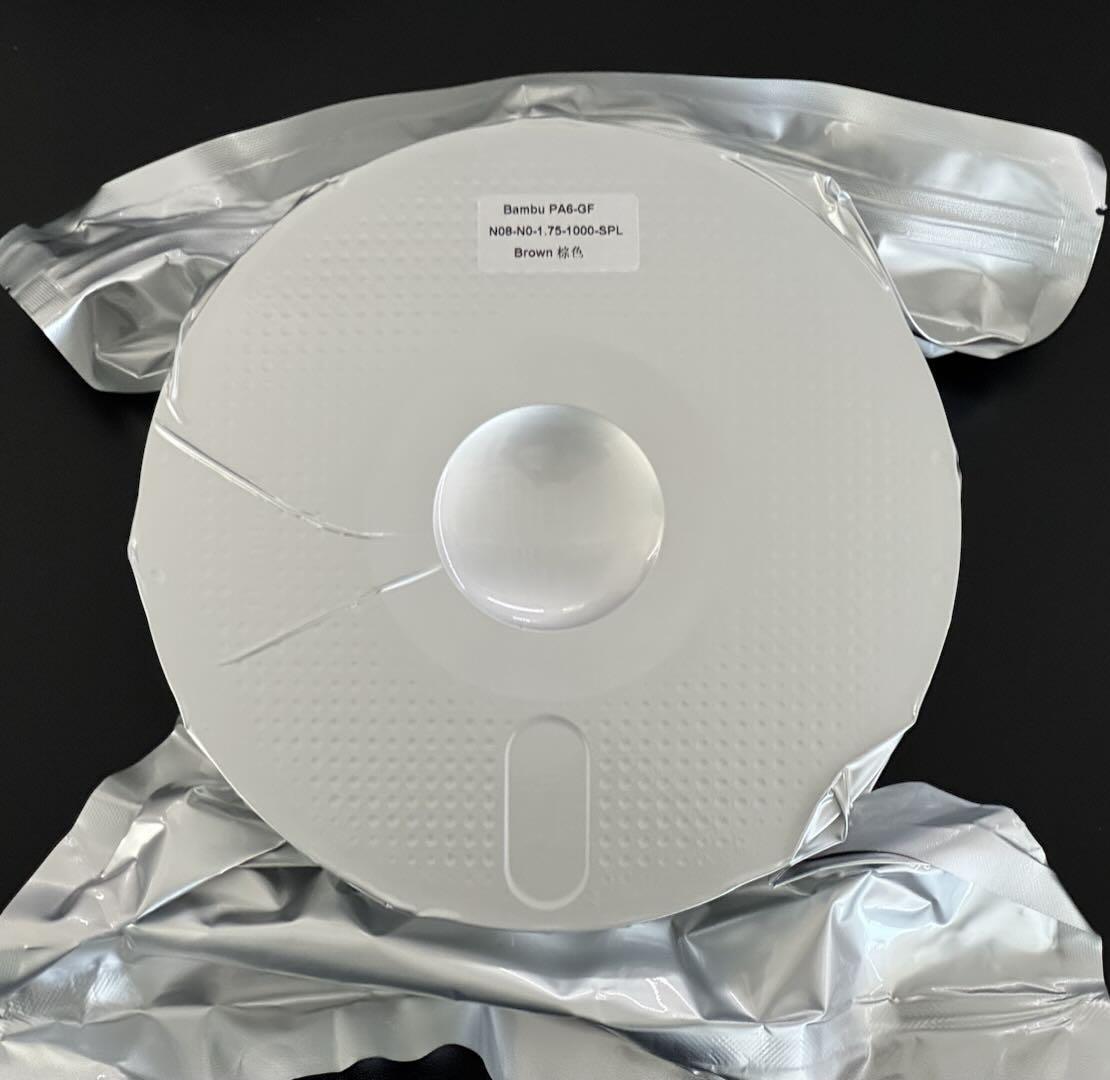
⚠️將帶有料盤的耗材投入 AMS 或開始使用前,應避免提前移除全部固定膠帶,若耗材失去固定而散開,容易發生纏繞或進料卡頓,即使重新捲回,也可能在後續使用中再次出現打結並影響列印效果。
耗材烘乾指南
在進行列印前,請務必確認耗材是否乾燥,因為水氣會明顯影響列印品質。建議依序完成耗材檢查、烘乾溫度與時間設定,以及選擇適當的烘乾方式;此外,一般 PLA 通常可開封直接使用,正常情況下無需額外烘乾。
為什麼列印前要先烘料?
耗材放在空氣中久了會吸收水分。列印時,這些水分遇熱會變成水蒸氣,影響列印品質,例如:
- 容易拉絲
- 表面變粗糙
- 出現小孔洞
- 成品強度變差
如果環境比較潮濕,或耗材已放置一段時間,影響會更明顯。因此建議列印前先將耗材烘乾,以獲得更穩定的列印成果。

選擇合適的烘乾方式
不同耗材需要不同溫度與時間,開始前請先查詢材料建議參數,再選擇適合設備。
| 耗材 | 使用前烘乾要求 | 使用時乾燥劑保護要求 | 鼓風型烤箱溫度 (°C) | 鼓風型烤箱時間 (h) | 印表機熱床溫度 (°C) | 印表機時間 (h) | 翻面時間 |
|---|---|---|---|---|---|---|---|
| PLA Basic / PLA Matte | 推薦 | 不需要但推薦 | 50 | 8 | 60–70 | 12 | 每 6 小時 |
| PLA Silk | 推薦 | 不需要但推薦 | 50 | 8 | 60–70 | 12 | 6 小時 |
| PLA-CF / GF | 推薦 | 不需要但推薦 | 50–60 | 8 | 65–75 | 12 | 6 小時 |
| PLA Wood | 必須 | 必須 | 55–65 | 8 | 70–75 | 12 | 6 小時 |
| PLA Aero | 推薦 | 不需要但推薦 | 55 | 8 | 60–70 | 12 | 6 小時 |
| Support for PLA、Support for PLA/PETG | 推薦 | 不需要但推薦 | 50–60 | 8 | 65–75 | 12 | 6 小時 |
| PETG、PETG-CF | 推薦 | 不需要但推薦 | 60–70 | 8 | 75–85 | 12 | 6 小時 |
| ABS、ASA | 推薦 | 不需要但推薦 | 75–85 | 8 | 90–100 | 12 | 6 小時 |
| Support for ABS | 不需要但推薦 | 不需要但推薦 | 80 | 4 | 85–95 | 6 | 每 3 小時 |
| ASA Aero | 推薦 | 不需要但推薦 | 80 | 8 | 90–100 | 12 | 6 小時 |
| TPU | 必須 | 必須 | 65–75 | 8 | 80–90 | 12 | 6 小時 |
| PC | 必須 | 必須 | 75–85 | 8 | 90–100 | 12 | 6 小時 |
| PVA、BVOH | 必須 | 必須 | 75–85 | 8 | 90–100 | 12 | 6 小時 |
| Support for PA/PET | 必須 | 必須 | 75–85 | 8–12 | 90–100 | 12 | 6 小時 |
| PA、PA-CF/GF、PAHT-CF/GF、PET-CF 等 | 必須 | 必須 | 75–85 | 8–12 | 90–100 | 12 | 6 小時 |
| PPA-CF/GF | 必須 | 必須 | 100–130 | 8–12 | 110–120(最高值,效果仍不及鼓風型烤箱) | 12 | 6 小時 |
| PPS、PPS-CF/GF | 必須 | 必須 | 110–140 | 8–12 | 110–120(最高值,效果仍不及鼓風型烤箱) | 12 | 6 小時 |
安裝耗材到列印機
步驟 1:將耗材放入 AMS
將料盤正確安裝至 AMS,接著處理固定耗材末端的膠帶。
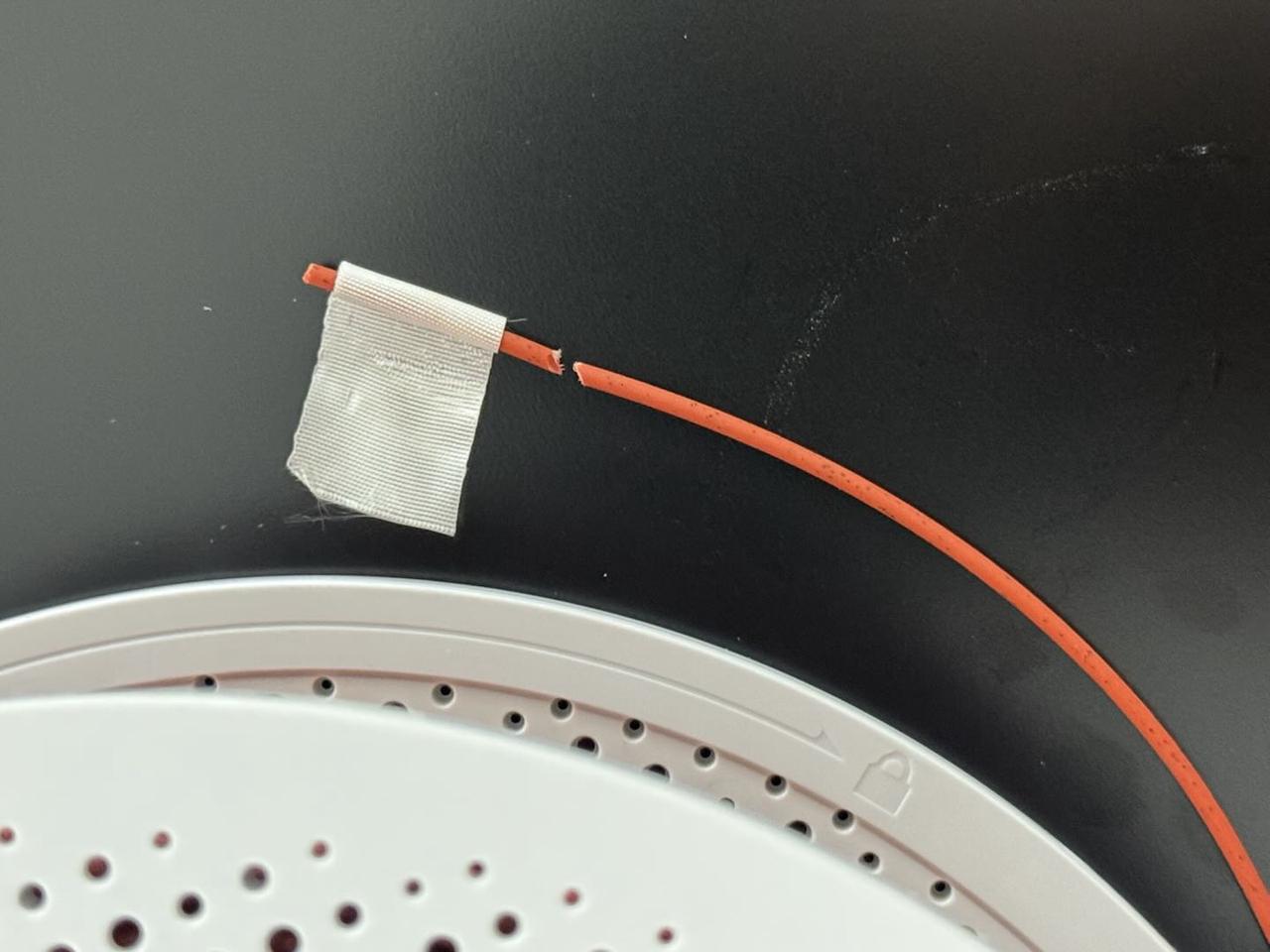
步驟 2:移除固定膠帶
以手固定耗材末端,避免回彈或鬆脫,再小心拆除固定用膠帶。
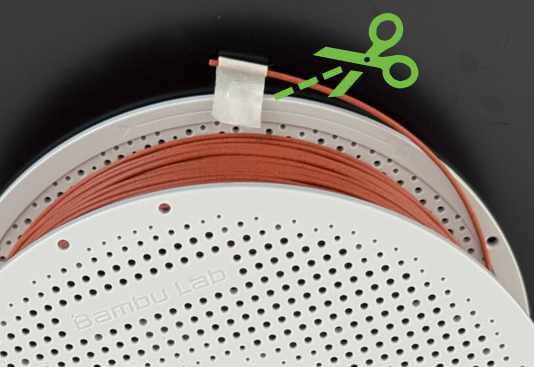
步驟 3:修剪耗材末端
使用剪刀或剪線鉗將耗材前端修剪為斜角。斜切端有助於耗材順利進入 AMS 或列印機進料機構。修剪過程中請保持耗材拉力,避免線材散開纏繞。
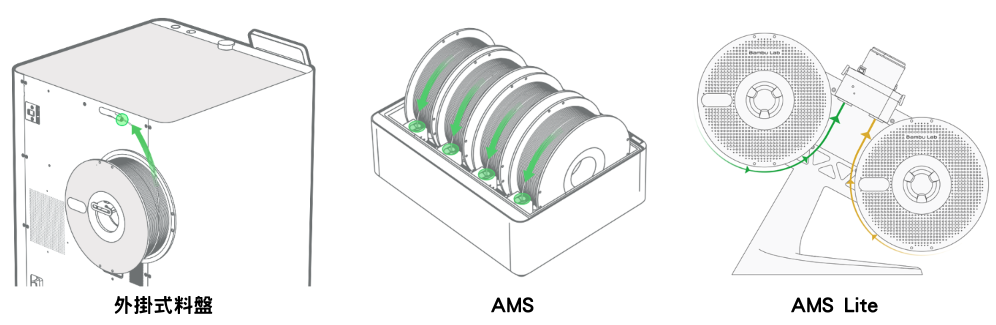
步驟 4:安裝料盤
將耗材料盤安裝至印表機料盤架或 AMS,並檢查料盤是否能自由旋轉。若轉動時有卡頓或阻礙,請先排除後再開始列印,以確保供料順暢。
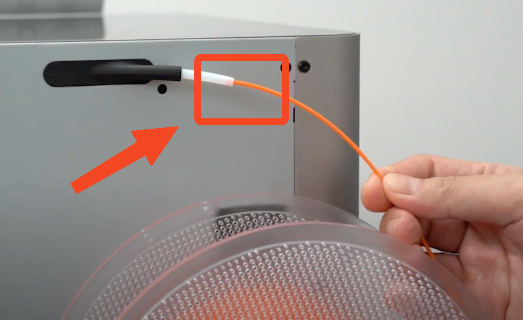
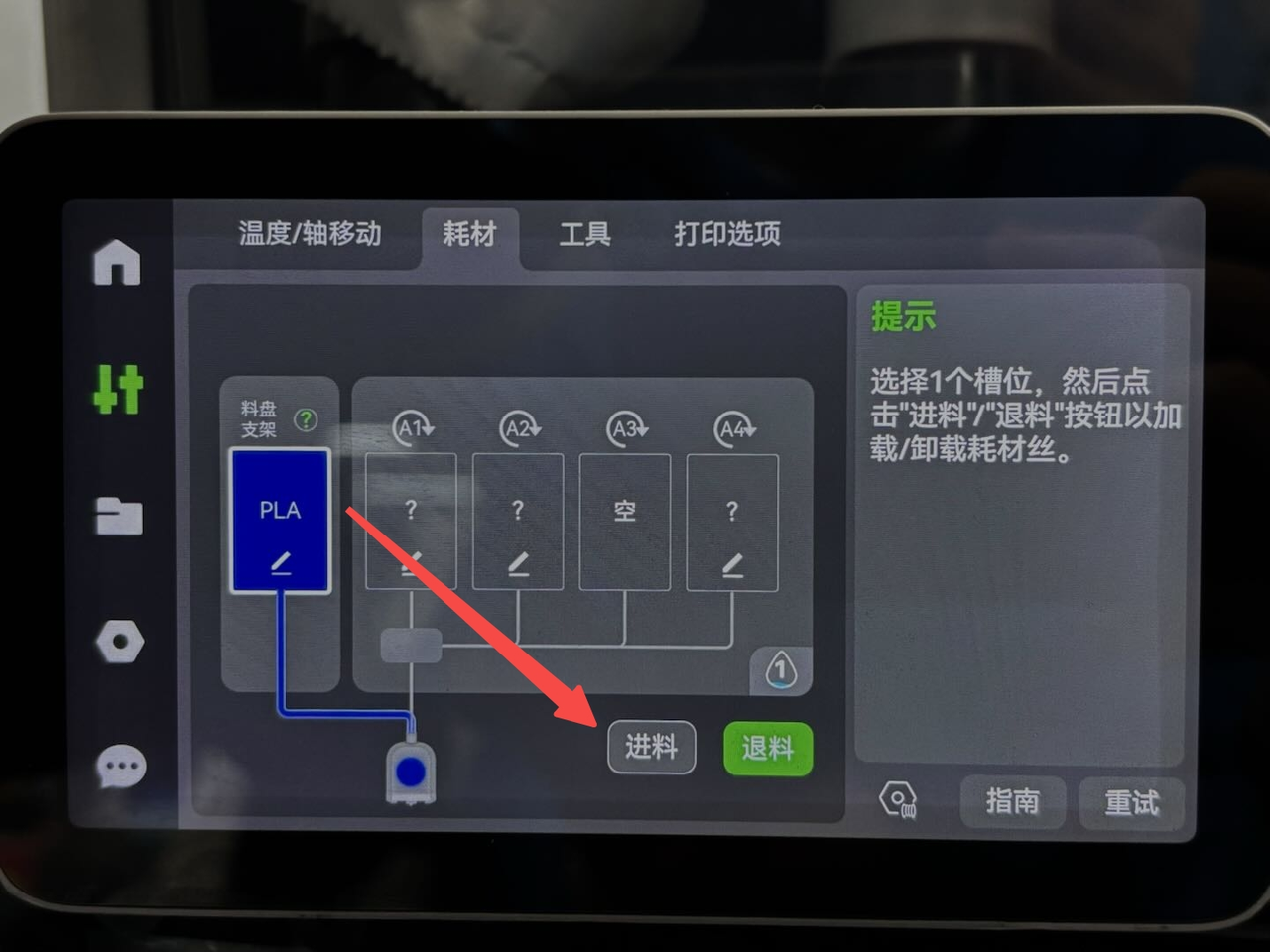
外掛料盤進料說明
使用外掛料盤時,需先手動將耗材送入工具頭並完成進料程序,之後才能開始列印作業。雖然不同機型的操作介面略有差異,但整體進料流程基本一致。
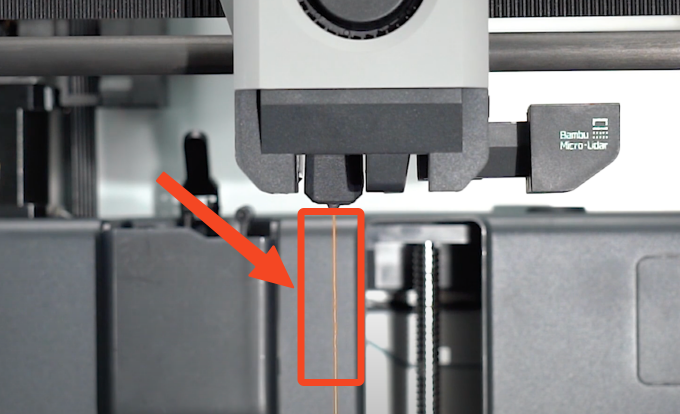
推送耗材至工具頭 → 確認耗材位置,點擊「進料」→ 觀察擠出狀態,等待進料完成。
列印前檢查流程
為確保列印穩定與成功率,請在開始列印前完成以下檢查:
- 檢查耗材通道
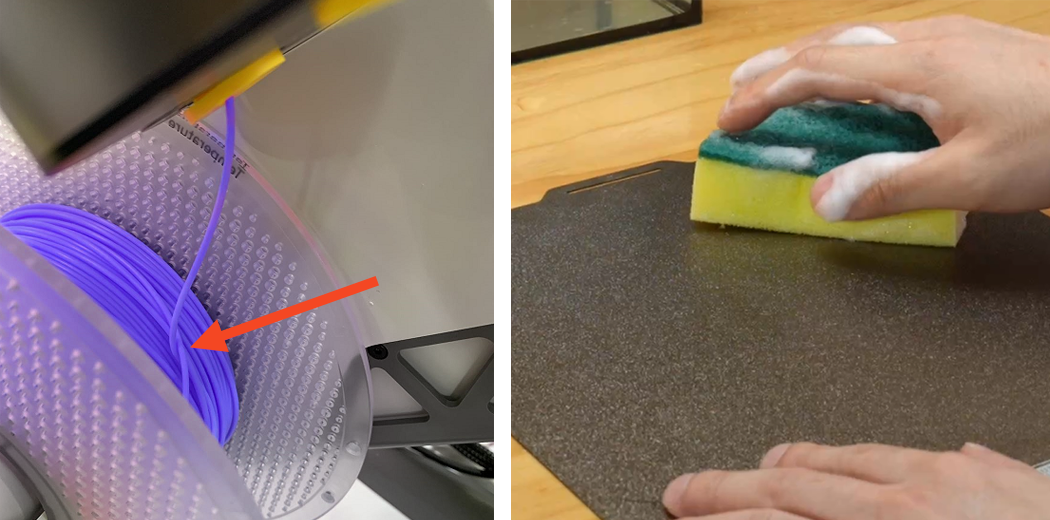
確認耗材從料盤至噴嘴的路徑暢通,無卡料、纏繞或過度彎折情況。 - 確認列印平台清潔
檢查列印板表面是否乾淨。如有油污或殘留物,請使用酒精或專用清潔劑進行擦拭。清潔後請避免直接用手觸碰表面,以防污染影響附著力。
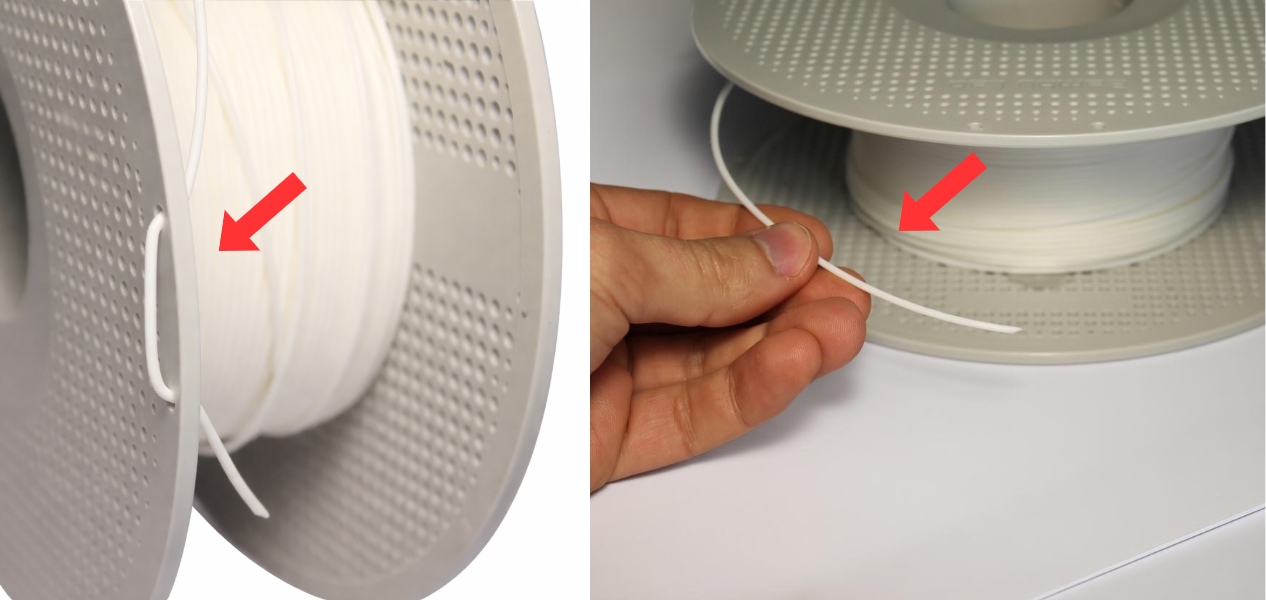
請務必將耗材末端牢固固定於料盤上,避免隨意釋放。若耗材處於鬆散狀態,容易造成纏繞問題,進一步引發進料失敗或列印異常。
當耗材已經纏繞時,即使列印機持續嘗試送料,也可能因阻力過大而無法順利進料。
列印後耗材怎麼保存?
AMS(自動供料系統)具備濕度監測功能,並採用氣密封閉結構,可有效延緩耗材受潮,並提供環境濕度參考。
為維持最佳保存效果,建議定期更換 AMS 內乾燥劑,以確保箱體內保持低濕環境。
對於未使用 AMS 保存的耗材(如外掛料盤或單獨料卷),建議採取以下防潮方式:
- 整理並固定末端
將耗材末端固定於料盤側邊,避免鬆散、纏繞或回彈。 - 密封防潮保存
將耗材與乾燥劑一同放入密封袋或乾燥箱中,並盡量排出多餘空氣以降低受潮風險。若原包裝破損,可使用自封袋作為替代方案。

透過完整的耗材管理流程,從開封檢查、乾燥處理、正確安裝到列印後保存,都能有效降低列印失敗率並提升成品質量。FDM 列印的穩定性,不僅取決於設備本身,更取決於每一個細節的操作是否到位。養成良好的耗材管理習慣,才能讓每一次列印都更加可靠與一致。
📩 歡迎加入我們的官方 LINE 獲得即時技術支援、操作諮詢,或預約機器展示與賞機服務
📖 如果你對 3D 列印還有其他疑問,也歡迎閱讀更多相關文章