H2S冷拔維護操作
2026-06-24
什麼是冷拔?(Cold Pull)
在 FDM 3D 列印過程中,噴嘴堵塞是相當常見的問題之一。
造成堵塞的原因有很多,例如耗材受潮、列印溫度不當、長時間未清潔噴嘴,或是在更換不同材料時留下殘留物。隨著列印次數增加,這些微小雜質可能逐漸堆積在熱端與噴嘴內部,導致出料不順、擠出不足,甚至完全堵塞。
冷拔(Cold Pull)是一種常見的噴嘴清潔方式。其操作步驟為先將噴嘴加熱,使殘留耗材軟化,再將溫度降低至適當範圍,讓耗材部分凝固,最後將耗材緩慢拔出。
在冷卻過程中,耗材會與噴嘴內壁及殘留雜質結合,形成類似「塞子」的效果。當耗材被拔出時,可一併帶走燒焦的耗材、灰塵及細小堵塞物,達到清潔噴嘴的目的。
建議進行冷拔的時機:
- 發現出料不順、缺料或列印線條不均勻時
- 從 PLA、PETG 等一般材料改用 TPU 前
- 擠出機頻繁跳出過載或堵塞相關錯誤時
- 平時定期保養噴嘴,預防殘料累積
注意事項
- 冷拔可搭配 PLA、PA、ABS、ASA 等多種耗材使用,操作溫度請依實際耗材設定
- 如果噴嘴或熱端已經嚴重堵塞,可能需先手動清理後再進行冷拔
- 從一般耗材切換到 TPU 前,建議先使用原耗材冷拔一次,清除熱端殘料。因 TPU 較柔軟,推料能力有限,殘料容易造成堵塞
當列印材料由 PPS-CF 等高溫耗材切換為 PLA 等低溫耗材時,必須先將熱端中的高溫耗材殘留清除乾淨。若仍有殘留存在,低溫耗材的加工溫度不足以使其完全熔融,極易導致擠出機堵料
耗材類型與操作溫度
PLA 或 PETG 最適合用於執行冷拔操作。其他類型耗材較容易斷裂並殘留在噴嘴內部,因此不建議用於冷拔。
- 低溫耗材(如 PLA、PETG、TPU、PVA):沖刷溫度約為 250 °C
- 高溫耗材(如 ABS、ASA、PA、PC):沖刷溫度約為 290 °C
- 超高溫耗材(如 PPS、PPA):沖刷溫度約為 320 °C
冷拔過程中,若發現阻力較大且耗材絲容易斷裂,可適當提高冷拔溫度;若耗材絲過於容易被拉出,則可適當降低冷拔溫度。
H2S 冷拔維護操作步驟
1. 啟動冷拔功能
在列印機螢幕上,依序選擇 工具箱 > 噴嘴冷拔維護,然後點擊 下一步。

2. 設定冷拔參數
選擇列印機裝載的噴嘴類型和耗材類型。例如,選擇 0.4 mm 噴嘴 和 PLA 耗材 進行標準冷拔操作。確認後點選 開始。
3. 拔除鐵氟龍料管
根據螢幕上的操作提示,將鐵氟龍料管從工具頭端拆下。請一手向下壓住接頭卡環,另一手向上拉出料管,直到料管完全與工具頭分離。
4. 自動沖刷和冷拔
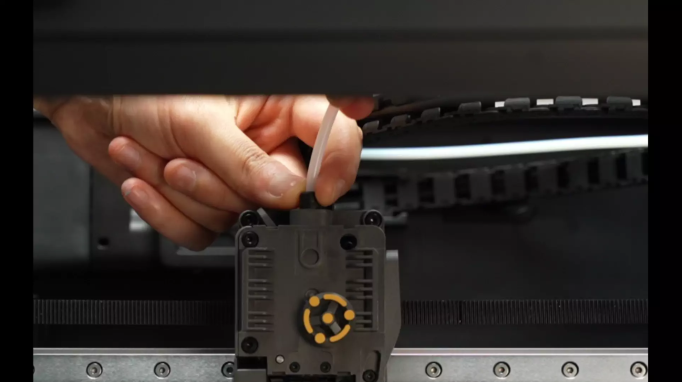
當噴嘴達到設定溫度後,剪下至少 30 cm 長度的耗材插入擠出機。

列印機會自動執行沖刷與耗材回填動作。沖刷完成後,噴嘴會降溫至冷拔溫度,擠出機會緩慢拉出冷拔耗材絲,以清潔噴嘴。
注意:
進入自動流程後,噴嘴將升溫,請避免觸碰以防燙傷。
自動沖刷與冷拔期間可能因高溫產生煙霧,請先關閉機器前蓋與上蓋,並等待流程結束後再開啟。
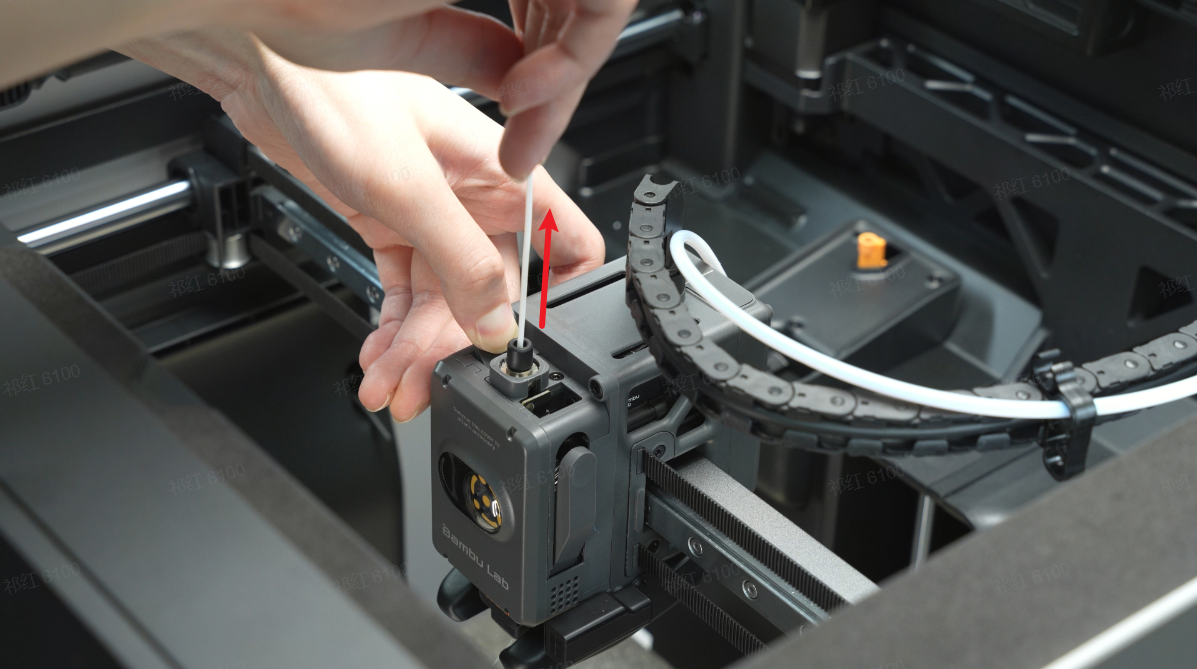
5. 自動或手動冷拔
冷卻完成後,擠出機將自動執行冷拔流程,直至耗材達到最大可回抽位置。若進行手動操作,請握住擠出機上方的耗材進行冷拔,並保持緩慢、垂直向上拉出的動作。請避免快速拉動或傾斜施力,否則可能導致耗材斷裂。
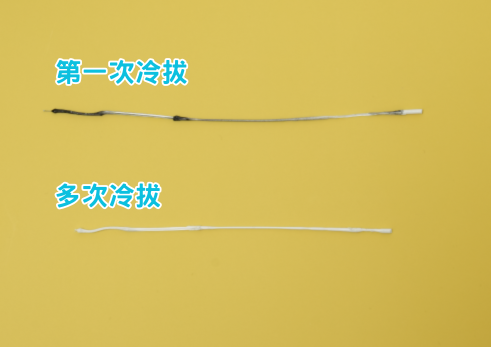
評估冷拔效果
- 色澤一致性:已拉出耗材絲不得夾雜異色雜質或碳化沉積物。
- 表面潔淨度:已拉出耗材絲表面需呈現均質化熔融狀態,無顆粒狀燒結物附著。
冷拔是一項簡單卻非常有效的噴嘴維護方法,能在不拆解熱端的情況下,快速清除內部殘留雜質與碳化物,恢復穩定的擠出表現。透過定期執行冷拔,不僅能降低堵料風險,也能延長噴嘴與熱端的使用壽命,確保列印品質長期維持穩定。
建議將冷拔納入日常或換料維護流程中,特別是在高溫材料與低溫材料切換時,更應確實執行,以避免殘料累積造成不可逆的堵塞問題。
📩 歡迎加入我們的官方 LINE 獲得即時技術支援、操作諮詢,或預約機器展示與賞機服務
📖 如果你對 3D 列印還有其他疑問,也歡迎閱讀更多相關文章