TPU列印指南
2026-06-30
TPU 耗材介紹
TPU(熱塑性聚氨酯)屬於柔性材料,具備良好的彈性與延展性,受力後可拉伸並恢復原狀,適合用於需要柔軟特性的結構件,例如手機保護殼、鞋材及彈性零件等。
TPU 的硬度以 Shore 硬度表示,分為 Shore A 與 Shore D 兩種標準,數值越高代表材料越硬、剛性越強。常見硬度由軟至硬大致排序為:70A → 75A → 80A → 83A → 85A → 90A → 95A → 55D → 68D → 70D → 77D。
一般來說:
- 95A / 90A / 85A:比較好用,也比較穩定
- 85A 以下(像 83A、80A):由於過度柔軟,容易卡料或列印不穩
噴嘴選擇注意事項
TPU 列印對噴嘴條件較為敏感,需要特別注意選擇。一般來說,TPU 不適合使用 0.2mm 噴嘴,而 85A 等較軟材質也不建議搭配 0.4mm 噴嘴。建議使用乾淨或全新的噴嘴進行列印,並在必要時對舊噴嘴進行冷拔清理。另外,曾經使用過碳纖或玻纖耗材的噴嘴不建議再用於 TPU,因為殘留纖維會增加阻力且提高堵塞風險。
| TPU 類型 | 支持 | 不推薦 | 不支持 |
|---|---|---|---|
| TPU 85A | 0.6 / 0.8 mm、TPU 高流量噴嘴 | 0.6 / 0.8 mm 高流量噴嘴 | 0.2 / 0.4 mm、高流量 0.4 mm |
| TPU 90A | 0.4 / 0.6 / 0.8 mm、TPU 高流量噴嘴 | 高流量噴嘴 | 0.2 mm |
| TPU 95A HF | 0.4 / 0.6 / 0.8 mm、高流量噴嘴、TPU 高流量噴嘴 | — | 0.2 mm |
| TPU for AMS | 0.4 / 0.6 / 0.8 mm、高流量噴嘴 | — | 0.2 mm |
TPU 列印在 AMS 系統中的使用限制
在 AMS 系列中,僅 AMS HT 可用於 TPU 耗材的列印,不過在使用時,AMS HT 僅作為密封儲料容器,不能使用其常規出料口,也無法啟用自動送料功能,必須改由機身背面的 TPU 專用出料口進行進料。


TPU 支撐材料選擇與後處理方法
TPU列印時,建議使用 PLA 作為支撐材料,這樣不僅能提高列印穩定性,也能讓後續拆除更加容易,減少拉絲或變形的風險。如果支撐不易移除,可以先在 TPU 與 PLA 的接觸處輕輕打開一條縫隙,然後噴入酒精,使其滲透材料之間。等待充分浸潤後,再慢慢施力將模型與支撐分離,避免用力過度導致損壞。


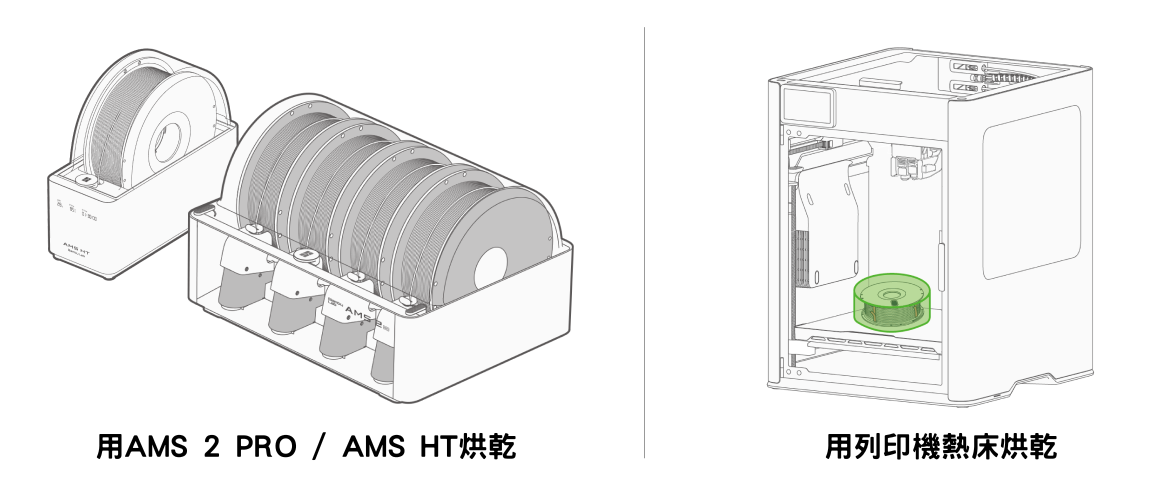
耗材烘乾
TPU 屬於高吸濕性耗材,容易在環境中吸收水分。若未經烘乾直接進行列印,可能會導致表面品質不佳或列印失敗,因此烘乾是 TPU 使用前的必要步驟。目前可透過兩種方式進行烘乾:使用 AMS 2 Pro 與 AMS HT 的專用烘乾功能,或利用封箱設計的 X 系列、P 系列與 H2 系列列印機熱床進行烘乾處理。
耗材保存
TPU 屬於高吸濕性材料,若存放環境潮濕,容易影響列印品質,造成氣泡、拉絲或層間結合不良等問題。因此,建議在使用後將耗材存放於相對濕度低於 20% 的乾燥環境中。可選擇使用 AMS 進行密封保存,並放入足量矽膠乾燥劑;若不使用 AMS,則應使用密封收納盒並搭配乾燥劑,以降低受潮風險並延長耗材壽命。
整體而言,TPU 雖然具備優異的柔韌性與實用性,但在列印過程中對設備條件與環境管理要求較高,包含噴嘴選擇、材料乾燥、支撐策略與儲存方式等環節都需特別注意。只要依照正確的設定與操作流程,即可有效提升列印穩定性與成品品質,發揮 TPU 材料的最佳性能。
🛒 TPU耗材
📩 歡迎加入我們的官方 LINE 獲得即時技術支援、操作諮詢,或預約機器展示與賞機服務
📖 如果你對 3D 列印還有其他疑問,也歡迎閱讀更多相關文章